


Ushbu mahsulot mavjud emas!
Сверлильно-присадочный центр с ЧПУ Biesse Skipper 100
Sevimliga qo'shish
Ulashish
Shikoyat qilish

Qolmagan
Ю
Toshkent
Ta'rif
Преимущества, особенности
Обработка деталей любых размеров без остановки
Режим работы: по одной или две детали
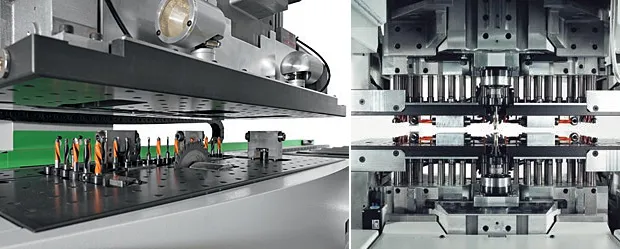
Действует одновременно сверху и снизу, обрабатывая при этом сразу две панели, одинаковые или зеркальные
Мгновенная настройка. Станок меняет вид обработки и обеспечивает максимальную эффективность обрабатывая как партию, так и небольшую серию или даже единичное изделие.
Быстрая и простая переналадка рабочих групп
Сверлильные головы жестко закреплены на станине станка - гарантия идентичности присадки зеркальных деталей на весь срок службы
Г-образное исполнение зон загрузки и разгрузки - делает рабочую зону оператора эргономичной и позволяет справляться со станком одним человеком "Монолитная станина станка выполнена сварной из толстой листовой стали, имеет внутренние упрочнения, позволяющие ей противостоять максимальным нагрузкам, которые могут возникать при работе станка. Для достижения высочайшей точности механической обработки при последующей работе станка обработка самой станины выполнена за одну ее установку
Skipper может активировать в режиме реального времени до 78 инструментов и достигать рабочей скорости до 90 м/мин при соблюдении полной безопасности, обеспечивая высочайший уровень производительности.
ЭЛЕКТРОШПИНДЕЛЬ мощностью 3,5 кВт (4,8 л.с.) с переходником «HSK D-50»
Основные характеристики:
Мощность 3,5 кВт (4,8л.с.) развивается в диапазоне скоростей вращения от 12.000 до 15.000 об/мин
Направление вращения – правое и левое (dx/sx)
Скорость вращения - от 7.000 до 18.000 об/мин, устанавливаемая по командам цифровой системы управления
Предназначен для быстрой ручной смены режущего инструмента
Выдвижение электрошпинделя в рабочее состояние и отвод его осуществляется с пневматическим приводом по прямолинейным направляющим на ползунах с бесконечной шариковой опорой.
Данная опция не включает в себя инструментальную оправку и упругую цангу, а также требует обязательного выбора электрошпинделя на противоположную рабочую группу.
Виды обработок
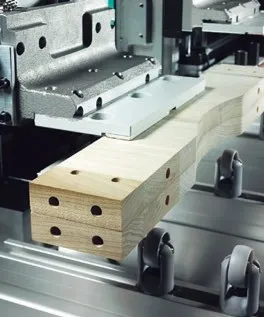
Присадка одновременно 2 деталей (с 6-и опционально)
Фрезеровка одновременно 2 деталей
Пропил пазов одновременно на 2-х деталях
Система базирования обрабатываемых панелей
Базирование панелей в поперечном направлении при их загрузке осуществляется по упорам, встроенным в два захвата, которые автоматически по команде цифровой системы управления предустанавливаются с левой стороны. Автономное позиционирование системой цифрового управления этих же захватов по оси Х позволяет производить оптимальное распределение в этом направлении панелей любой длины.
Два захвата, которые перемещают обрабатываемые панели, сами перемещаются по тем же проложенным по балке направляющим, имеющим повышенную прочность. Каждый из захватов имеет по два ползуна на бесконечной шариковой опоре, а привод захватов осуществляется посредством зубчатой пары "шестерня-рейка", в которой шестерня для компенсации механических зазоров выполнена двойной (запатентованная технология), а рейка является высокоточной с косыми зубьями.
Электромеханический привод FULL DIGITAL
Все присутствующие в станке системы перемещения подвижных элементов по его осям работают от бесщеточных электродвигателей с цифровым управлением, при этом прямая связь с исполнительными органами осуществляется по высокоскоростным шинам.
Оси Х и Y
Перемещение обрабатываемых панелей по плоскости Х-Y относительно фиксированных режущих инструментов реализуется с помощью двух захватов с независимым перемещением по оси Х, установленных на балке, перемещающейся по оси Y
Оси Z
Каждая из двух рабочих групп, нижняя и верхняя, перемещаются в направлении оси Z с помощью приводных червячных пар, состоящих из закаленных шлифованных винтов на бесконечной шариковой опоре и предварительно нагруженных червяков.
Электронное слежение за толщиной панелей
Точность выставки режущего инструмента по оси Z при горизонтальной и вертикальной обработке панелей - одиночных или попарно - обеспечивается «считыванием» реальной толщины обрабатываемых панелей с помощью специального высокоточного датчика, установленного на левом захвате.
Рабочие режимы
Skipper имеет 4 рабочих режима; к любому циклу можно перейти от другого, чтобы работать сверху или снизу, или сверху и снизу (на одной детали или на двух деталях одна над другой). Кроме увеличения производительности и гибкости применения, это существенно упрощает процессы и дает новые возможности для дизайна и создания мебели.
Система смазки
Станок имеет автоматическую централизованную систему смазки, которая через каждый определенный временной интервал, запрограммированный в системе ЧПУ, посылает на все прямолинейные направляющие станка и на все винты с бесконечными шариковыми опорами соответствующую порцию смазочного материала.
To'liq ko'rsatishОбработка деталей любых размеров без остановки
Режим работы: по одной или две детали
Действует одновременно сверху и снизу, обрабатывая при этом сразу две панели, одинаковые или зеркальные
Мгновенная настройка. Станок меняет вид обработки и обеспечивает максимальную эффективность обрабатывая как партию, так и небольшую серию или даже единичное изделие.
Быстрая и простая переналадка рабочих групп
Сверлильные головы жестко закреплены на станине станка - гарантия идентичности присадки зеркальных деталей на весь срок службы
Г-образное исполнение зон загрузки и разгрузки - делает рабочую зону оператора эргономичной и позволяет справляться со станком одним человеком "Монолитная станина станка выполнена сварной из толстой листовой стали, имеет внутренние упрочнения, позволяющие ей противостоять максимальным нагрузкам, которые могут возникать при работе станка. Для достижения высочайшей точности механической обработки при последующей работе станка обработка самой станины выполнена за одну ее установку
Skipper может активировать в режиме реального времени до 78 инструментов и достигать рабочей скорости до 90 м/мин при соблюдении полной безопасности, обеспечивая высочайший уровень производительности.
ЭЛЕКТРОШПИНДЕЛЬ мощностью 3,5 кВт (4,8 л.с.) с переходником «HSK D-50»
Основные характеристики:
Мощность 3,5 кВт (4,8л.с.) развивается в диапазоне скоростей вращения от 12.000 до 15.000 об/мин
Направление вращения – правое и левое (dx/sx)
Скорость вращения - от 7.000 до 18.000 об/мин, устанавливаемая по командам цифровой системы управления
Предназначен для быстрой ручной смены режущего инструмента
Выдвижение электрошпинделя в рабочее состояние и отвод его осуществляется с пневматическим приводом по прямолинейным направляющим на ползунах с бесконечной шариковой опорой.
Данная опция не включает в себя инструментальную оправку и упругую цангу, а также требует обязательного выбора электрошпинделя на противоположную рабочую группу.
Виды обработок
Присадка одновременно 2 деталей (с 6-и опционально)
Фрезеровка одновременно 2 деталей
Пропил пазов одновременно на 2-х деталях
Система базирования обрабатываемых панелей
Базирование панелей в поперечном направлении при их загрузке осуществляется по упорам, встроенным в два захвата, которые автоматически по команде цифровой системы управления предустанавливаются с левой стороны. Автономное позиционирование системой цифрового управления этих же захватов по оси Х позволяет производить оптимальное распределение в этом направлении панелей любой длины.
Два захвата, которые перемещают обрабатываемые панели, сами перемещаются по тем же проложенным по балке направляющим, имеющим повышенную прочность. Каждый из захватов имеет по два ползуна на бесконечной шариковой опоре, а привод захватов осуществляется посредством зубчатой пары "шестерня-рейка", в которой шестерня для компенсации механических зазоров выполнена двойной (запатентованная технология), а рейка является высокоточной с косыми зубьями.
Электромеханический привод FULL DIGITAL
Все присутствующие в станке системы перемещения подвижных элементов по его осям работают от бесщеточных электродвигателей с цифровым управлением, при этом прямая связь с исполнительными органами осуществляется по высокоскоростным шинам.
Оси Х и Y
Перемещение обрабатываемых панелей по плоскости Х-Y относительно фиксированных режущих инструментов реализуется с помощью двух захватов с независимым перемещением по оси Х, установленных на балке, перемещающейся по оси Y
Оси Z
Каждая из двух рабочих групп, нижняя и верхняя, перемещаются в направлении оси Z с помощью приводных червячных пар, состоящих из закаленных шлифованных винтов на бесконечной шариковой опоре и предварительно нагруженных червяков.
Электронное слежение за толщиной панелей
Точность выставки режущего инструмента по оси Z при горизонтальной и вертикальной обработке панелей - одиночных или попарно - обеспечивается «считыванием» реальной толщины обрабатываемых панелей с помощью специального высокоточного датчика, установленного на левом захвате.
Рабочие режимы
Skipper имеет 4 рабочих режима; к любому циклу можно перейти от другого, чтобы работать сверху или снизу, или сверху и снизу (на одной детали или на двух деталях одна над другой). Кроме увеличения производительности и гибкости применения, это существенно упрощает процессы и дает новые возможности для дизайна и создания мебели.
Система смазки
Станок имеет автоматическую централизованную систему смазки, которая через каждый определенный временной интервал, запрограммированный в системе ЧПУ, посылает на все прямолинейные направляющие станка и на все винты с бесконечными шариковыми опорами соответствующую порцию смазочного материала.
Xarakteristikalar
- Bo'lim
Mahsulotning texnik tavsiflari, etkazib berish hajmi, ishlab chiqarilgan mamlakati, tashqi ko'rinishi va rangi haqidagi ma'lumotlar faqat ma'lumot uchun mo'ljallangan va nashr etilgan paytda mavjud bo'lgan eng so'nggi ma'lumotlarga asoslanadi.
Birga harid qilishadi
Fikr-mulohazalar
Boshqa foydalanuvchilarga o'z tanloviga yordam bering - ushbu mahsulot haqida birinchi bo'lib o'z fikringizni bildiring.
Baxo yo'q
Fikr-mulohaza qoldirish