


Ohak sumkasi ishlab chiqarish liniyasi
Sevimliga qo'shish
Ulashish
Shikoyat qilish

Xarakteristikalar
- Bo'lim
Ta'rif
To'liq ma'lumot
Ma'lumotlar yangilandi:
08.02.2024
Sotuvda mavjud
19 268 974 411 so'm
To'lov — Muddatli to'lov, Kartochka, Naqd, Pul o'tkazma


Sotuvchi statusi
 5 yil portalda
5 yil portalda
 Tekshirilgan sotuvchi
Tekshirilgan sotuvchi
 Prom.uz tafsiya qiladi
Prom.uz tafsiya qiladi
Toshkent
Ushbu sotuvchidan boshqa mahsulotlar
Ta'rif
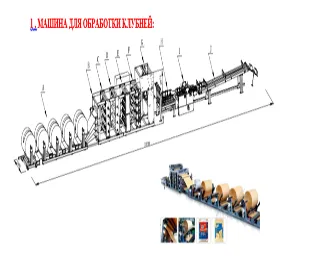
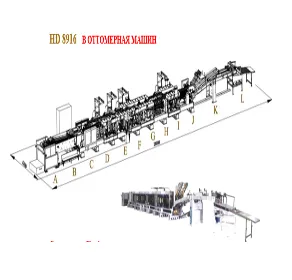
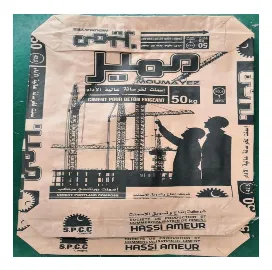
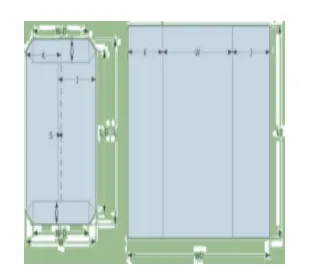
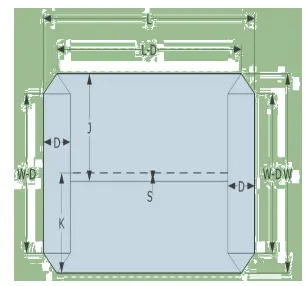
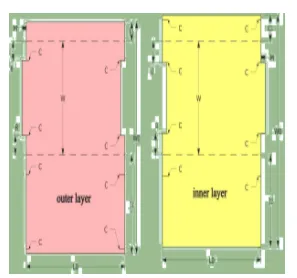
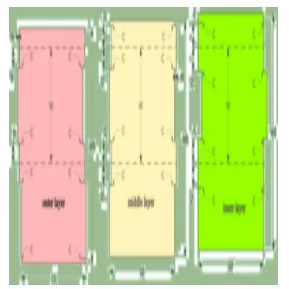
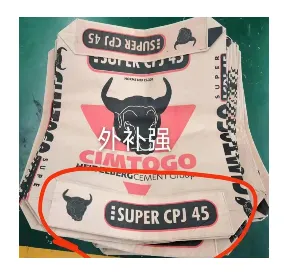
Стандартные Конфигурации Нет. Модель конфигурации и название A ZT1962S-02 Стеллажи для Рулонов бумаги B ZT1962S-03 Механизм Ректификации C ZT1962S-04 Прерывистый Вентиляционный Механизм D ZT1962S-05 Вспомогательный Приводной Механизм E ZT1962S-06 Механизм Перфорации F ZT1962S-07 Механизм Горизонтального нанесения Точек Клеем G ZT1962S-08 Механизм продольной чистки клея щеткой H ZT1962S-09 Механизм формирования труб Я ZT1962S-10 Механизм Отрыва главного Привода (+Прямой крой) J ZT1962S-11 Механизм вывода Основной Технический параметр Ступенчатый срез, длина трубки(мм) 500-1100 Прямой срез, длина трубки(мм) 500-1100 А-образный край, ширина(мм) 370-620 вырезать Прямой + ступенчатый Слои 2~4 бумаги +1PE Максимальная скорость трубки/мин (разные пакеты, разная скорость) 150(длина трубки: 780-820) Нормальная скорость трубки/мин (разные пакеты, разная скорость) 120 - 140 Максимальный Диаметр Рулона бумаги(мм) ∅1300 Размер машины (м) 28.72*2.38*2.875 Сила 35 кВт HD 8916 B ОТТОМЕРНАЯ МАШИН Стандартные Конфигурации A HDA001 Механизм подачи B HDB001 Механизм сортировки и Перфорации C HDC003 Механизм Открывания и Сплющивания Рожка E HDE013 Механизм Трубчатого клапана F HDE005 Внутренний Механизм Усиления G HDE007 Механизм закрытия дна и склеивания H HDF003 Механизм формирования пакета Я HDE012 Внешний Усиление Механизм J HDG010 Нижний Механизм Пересмотра K HDH001 Механизм уплотнения и счета L HDJ001 Механизм вывода Основной Технический параметр Длина мешка(мм) 370-770 Ширина мешка(мм) 350-550 Ширина дна(мм) 90-150 расстояние от центра мешка(мм) 280-620 Длина Хлопьевидного клапана(мм) 120-250 Длина внешней Арматуры(мм) 260-380 Скорость всасывания вакуумного насоса 250 м3/ч Степень вакуума вакуумного насоса -80 кПа Скорость мешки /мин 100~120 Ступенчатая резка и Прямая резка 1. Ступенчатая резка: Когда пакет-тубус изготавливается на машине для нарезки клубней в соответствии с требуемой длиной и технологическими требованиями, прокалывание выполняется в определенном месте каждого слоя бумаги. Технические требования к прокалыванию не только гарантируют, что последующее разрывание может быть выполнено нормально, но также и то, что разрывание не может быть прервано до этого, и этот тип процесса прокалывания называется виртуальным разрезанием. Поскольку прокалывание каждого слоя бумаги выполняется отдельно и в шахматном порядке, это выглядит как слой ступеней, поэтому его называют ступенчатой резкой. 2-слойный мешок 3-слойный мешок 2. Прямая резка: вертикальная резка означает, что нет необходимости выполнять виртуальную резку перед формированием мешка-трубки. После формирования трубки из пакета ее непосредственно разрезают на требуемую длину вращением сенсорного ножа. Независимо от того, сколько слоев в пакете, положение среза остается неизменным. Это прямая резка. Преимущества и недостатки: 1. Прямая резка: Преимущества: A. Структура машины проста, B. Производственная установка проста и не требует сложного расположения группового инструмента, C. Высокая скорость производства, D. Сумка плоская и красивая на вид. Недостатки: A. Небольшая площадь склеивания и недостаточная прочность склеивания B. Необходимо добавить внешнее армирование, чтобы компенсировать недостаток недостаточной прочности склеивания, C. Расходуется больше бумаги. 2. Ступенчатая резка: Преимущества: A. Большая площадь склеивания и достаточная прочность склеивания B. Расходуется меньше бумаги. Недостатки: A. Структура машины сложна, B. Производственная установка сложна и требует сложных процедур расстановки инструмента, C. Скорость производства будет иметь определенное влияние, Расчет расхода бумаги: 1. сквозная резка: Длина готового мешка:L Ширина готового мешка:W Ширина дна готового мешка:D Ширина зоны склеивания:S Размер спинки (ширина):J, K, Расстояние между центрами мешков:Л-Д Ширина сумки в разложенном виде Размер: Ш0 = 2*W + S = W + J + K; Длина сумки в разложенном виде Размер: L0 = L+ D+50; Например: Если изготовить клапанный мешок из 770*515*150 , 3 бумаги + 1 пленка: затем Каждый слой: Ширина пакета в развернутом виде Размер: W0 = 2* W + S = 2*515+30 = 1060 мм; Длина сумки в разложенном виде Размер: L0 = L+D+50=770+150+50 =970 мм; Итак, нужна бумага: 3*1.06*0.97 = 3.0846 M2, пленка: 1.06*0.97= 1.0282 M2, для каждого пакета. Примечание: не включает внешнее и внутреннее усиление. 2. S резка тэп: Длина готового мешка:L Ширина готового мешка:W Ширина дна готового мешка:D Ширина зоны склеивания:S Размер спинки (ширина):J, K, Расстояние между центрами мешков:Л-Д 1)бумажный пакет в 2 слоя(ступенчатая резка) 2)бумажный пакет из 3 и более слоев(ступенчатая резка) R отметка: с каждой стороны нанесено по 4 линии разреза. (позиция C: линия разреза) R =D /2 +35 мм; Q=R+10 мм; Z=Q+10мм. M: 2-слойный мешок;M = 30 мм; мешок из 3 и более слоев;М = 20 мм; Ширина сумки в разложенном виде Размер: Ш0 = 2*W + S = W + J + K; Длина сумки в разложенном виде Размер: L0 = L+D+60-P; (P: 2-слойный мешок: P = 30 мм; 3 и более слойный мешок, P = 40 мм) Например: Если изготовить клапанный мешок из 770*515*150 , 3 бумаги + 1 пленка: затем Каждый слой: Ширина пакета в развернутом виде Размер: W0 = 2* W + S = 2*515+30 = 1060 мм; Длина сумки в разложенном виде Размер: L0 = L+D+60-P=770+150+60-40 =940 мм; Итак, нужна бумага: 3*1.06*0.94 = 2.9892 M2, пленка: 1.06*0.94= 0.9964 M2, для каждого пакета. варианты для выбора клиентами 1:Вариант 1: Механизм внешнего усиления HDE012 Применение: Приклейте слой бумаги снаружи дна (с обоих концов) клапана, что увеличивает площадь склеивания клея между слоями бумаги, таким образом, он укрепляет структуру дна, делая его прочнее и качественнее. В то же время внешнее усиление, как правило, наносится печатью, так что твся сумка выглядит еще красивее. Замечание: Механизм внешнего усиления интегрирован с нижней машиной. Имеется два комплекта (по одному набору с каждой стороны), которые являются опцией для машины для формования дна. После установки и ввода в эксплуатацию оборудования на заводе заказчика и начала эксплуатации, если вы захотите добавить механизм внешнего усиления, это изменит структуру производственной линии. А дополнительные затраты и трудности очень велики. Не рекомендуется добавлять его позже. Клиентам предлагается определить, стоит ли приобретать механизм внешнего усиления, исходя из того, понадобится ли он в ближайшем будущем, и принять решение до покупки Машины для забивки дна. 260~380 мм ; Технические Параметры : 1) Длина внешнего подкрепления: 260 ~ 380 мм ; 2) Увеличьте длину Боттомерной машины: 1,58 метра ; 3) Увеличьте общую мощность Боттомерной машины: 4 кВт; 4) Увеличьте вес: 4 тонны; Цементный мешок с внешним армированием (на дне пакета есть бумажная полоска) C сумка для хранения вещей без внешнее подкрепление (на дне пакета нет бумажной полоски) Область масштабирования Вариант 2: Внутренний Механизм усиления HDE005 Применение: Приклейте слой бумаги внутрь дна (с обоих концов) пакетов с клапанами, что увеличивает площадь склеивания клея между слоями бумаги, тем самым укрепляя структуру дна, делая его прочнее. Что еще более важно, это может предотвратить утечку порошка и повысить его качество. Замечания: 1. Механизм внутреннего усиления интегрирован с машиной для производства дна, и комплект из двух блоков (один блок слева, а другой справа) является опцией для машины для производства дна. После установки и ввода в эксплуатацию оборудования на заводе заказчика и начала эксплуатации, если вы захотите добавить механизм внутреннего усиления, это изменит структуру всей производственной линии. А дополнительные затраты и трудности очень велики. Не рекомендуется добавлять его позже. Клиентам предлагается определить , стоит ли приобретать механизм внутреннего усиления, исходя из того, понадобится ли он в ближайшем будущем, и принять решение до покупки машины для формования дна. 2. После выбора внутренней арматуры необходимо также выбрать внешнюю арматуру. Но при выборе внешнего подкрепления необязательно выбирать внутреннее подкрепление. Вариант 3: HDE013 Механизм Трубчатого клапана Применение: Приклейте слой бумаги или трубчатой пленки, чтобы изготовить клапан, из него можно изготовить множество видов клапанов. Как правило, наша машина для обработки клубней, оснащенная хлопьевидным клапаном, может производить только простой клапан. Если оснащен хлопьевидным клапаном и клапаном для клубней, то может изготавливать двойные клапаны, например, если ширина дна мешка составляет 100 мм, а ширина клапана всего 90 мм, то нужно хлопьевидный клапан дополнить клапаном для клубней, тогда можно изготовить такой клапан.
To'liq ko'rsatishXarakteristikalar
- Bo'lim
Mahsulotning texnik tavsiflari, etkazib berish hajmi, ishlab chiqarilgan mamlakati, tashqi ko'rinishi va rangi haqidagi ma'lumotlar faqat ma'lumot uchun mo'ljallangan va nashr etilgan paytda mavjud bo'lgan eng so'nggi ma'lumotlarga asoslanadi.
Tafsiya qilamiz
Birga harid qilishadi
Fikr-mulohazalar
Boshqa foydalanuvchilarga o'z tanloviga yordam bering - ushbu mahsulot haqida birinchi bo'lib o'z fikringizni bildiring.
Baxo yo'q
Fikr-mulohaza qoldirish